

What is Creep Feed Grinding
For creep feed grinding, cutting depths of up to 20mm infeed are used. The entire allowance of a workpiece can be removed with a few cuts. However, the workpiece or table speed must be considerably reduced compared to the reciprocating grinding process. Creep feed grinding results in high thermal and mechanical loads on the component and system components. This challenge must be met by an adapted design of the process control, the grinding wheel, the dressing process, the machine and the coolant strategy. As a rule, this also increases the machine costs. Due to the increasing customer demands on productivity, creep feed grinding is becoming increasingly important compared to reciprocating grinding. The technological requirements result in different characteristics for the design of the machines.
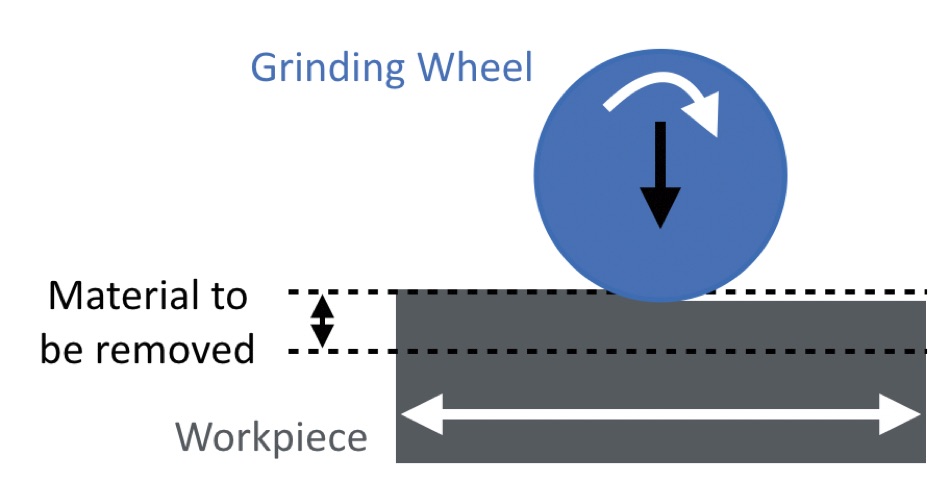
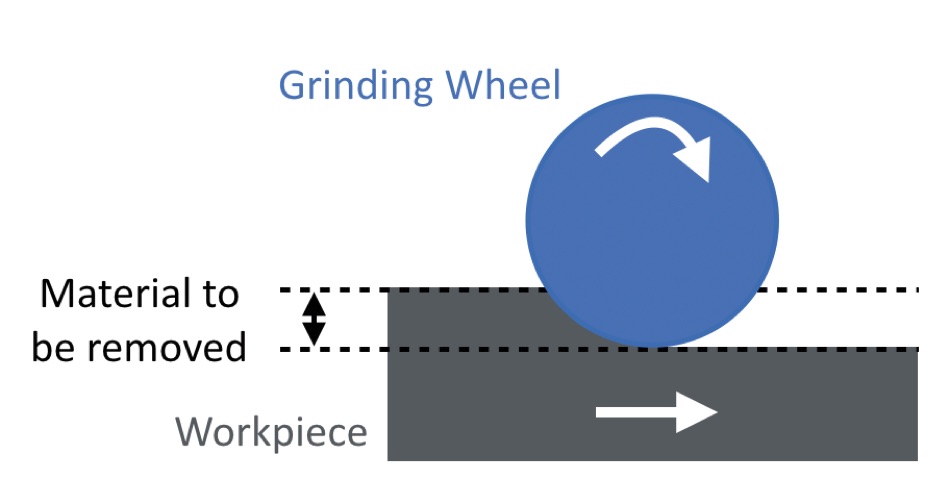
- Creep feed grinding is characterized by lower workpiece speeds and higher depths of cut resulting in a larger arc length of contact between the grinding wheel and workpiece when compared with reciprocating or pendulum grinding.
- Creep feed grinding achieves significantly higher productivity in mass production compared to reciprocating grinding.
- With today's conventional, highly porous grinding wheels, very high material removal rates are achieved with creep feed grinding.
- The wheel wear is typically lower than in reciprocating grinding.
- The surface quality is typically better than in reciprocating grinding.
- Creep feed grinding operations require rigid and robust machines to ensure the quality of the workpieces given the higher grinding forces.
- Grinding wheels with vitrified bonds are usually dressed with profile rollers that correspond to the finished workpiece profile.
- Materials that are difficult to machine, such as nickel-based superalloys like those used in aerospace jet engines, can today be economically processed with electroplated or vitrified CBN grinding wheels.
|
Reciprocating Grinding |
Creep Feed Grinding
|
|
| Depth of Cut [mm] | 0.001 to 0.100 | 1 to 12 |
| Workpiece Speed [m/min] | 10 to 40 | 0.07 to 1 |
| Wheel Speed [m/s] | 20 to 50 | 15 to 45 |
| Arc of Contact [mm] | 0.5 to 6.7 | 17 to 70 |
|
Specific Material Removal Rate Q'w [mm3/(mm/s)] |
0.5 to 4 | 8 to 80 |
| Number of Grinding Passes | As many as needed to achieve full material removal | Usually 1 |
Typical Application for Creep Feed Grinding
- Aerospace flap
- Lubrication grooves for the bearing industry
- Teeth grinding for shaver blades
- Steering pistons for the truck industry
- Turbine blades
- Outer diameter profile ofrotor parts.
- Sliding Caliper
- Vanes
- Rocker arm
- Slots for rotor parts
- Intermediate lever
- Shaver blades
- Toothing of Saw blades
- Cutting inserts
- ID grinding stator
- Lock pins
What is Profile Grinding
In profile grinding, which can be carried out both in reciprocating grinding and creep feed grinding, the grinding wheel is dressed with the profile to be produced. The aim here is to achieve the desired form and geometry tolerances of the workpieces. The profile of the grinding wheel can be produced using different dressing methods. The most common ones are listed belo
- Profile rolls (expensive to produce, but the most economical solution for series production in large batches)
- Forming rolls (less costly to produce, but increased dressing times reduce service life)
- Profile diamonds (tool with lowest manufacturing costs)



PRECISION SURFACING SOLUTIONS
PRECISION SURFACING SOLUTIONS supports manufacturers in a wide variety of industries in which precision grinding, lapping, polishing, deburring and advanced materials processing equipment is commonly used. They all need high-quality, high-precision, stable and well-engineered machines to manufacture high-quality work pieces.
Visit SiteLapmaster Wolters
Founded in Chicago in 1948 as a manufacture of lapping and polishing machines for the mechanical seal market, Lapmaster has grown to a worldwide solution provider for more than 20 industries like precision optics and advanced materials.
Visit SiteELB-Schliff
ELB-Schliff Werkzeugmaschinen GmbH has been producing surface and profile grinding machines for over 70 years. The company was founded by Edmund Lang in the city of Babenhausen which led to the name "ELB-Schliff".
Visit Siteaba Grinding
The aba company was founded in 1898 under the name "Messwerkzeugfabrik Alig & Baumgärtel Aschaffenburg", hence the initials aba. Today, the aba Grinding Technologies is exclusively focused on the advancement and production of precision surface and profile grinding machines.
Visit SiteREFORM
REFORM Grinding Technology GmbH is specialized in the sales, development & production of grinding machines for various applications at its location in Aschaffenburg (Germany).
Visit SiteKEHREN
Founded in 1934, KEHREN is a well-established designer and builder of high-precision grinding machine tools and systems under the following categories: vertical grinding centers, vertical grinding centers with portal design, surface grinders with rotary tables and horizontal spindles, and surface grinders with dual rotary tables and vertical spindles.
Visit SiteMicron
Produced in Germany since 2009, MICRON machines are compact and dynamically rigid grinding machines especially designed for Creep Feed and Profile grinding. MICRON is an industry leader in grinding of Hydraulic components like stators, rotors and van pumps.
Visit SitePeter Wolters
Founded in Germany in 1804 by Mr. Peter Wolters, Peter Wolters has been producing lapping, polishing and fine grinding equipment since 1936. In 2019 Precision Surfacing Solutions acquired the division Wafer plant and service business for photovoltaic and special materials of Meyer Burger. Further Information can be found at www.precision-surface.ch
Visit Site